Step 56 – Heat Treating the Action
______________________________________________
Heat treating gets a lot of attention on internet forums. Well, I should clarify. It gets a lot of attention indirectly. The designations for the alloys used in gun building are commonly cited. 17-4 PH and Carpenter 465 get most of the buzz. But dropping the commercial code doesn’t tell us much about their properties. Neither does a Rockwell C scale reading. Hardness is only one quality to consider. Strength, both tensile and yield, along with ductility, elasticity, and impact resistance are all at play. Only when measured in their entirety can we compare material performance.
Heat treating isn’t purely about making the alloy harder. It’s about altering the crystallites or grain structure. Those lattices govern all of the mechanical attributes listed above. Allotropy or polymorphism is the transformation that occurs to these crystallites when temperature or pressure is increased. Our action will be changed by heat alone using a furnace, oil bath, and tempering stage. Together these form the heat treating process.
I chose 4140 chrome moly for the reasons outlined on Page 2 of this thread:
• 4140 provides more than enough tensile and shear strength for our PPC
• 4140 is less susceptible to galling (the chromium oxide layer in stainless makes it prone to friction adhesion – aka, galling)
• 4140 free machines better than most stainless steels when annealed (and I speak from experience on this one – we’ve done Ruger cylinders out of 416, 17-4, 304L, and C 465. While they machine well, none turn as good as 4140)
• The only downside to 4140 is its heat treatment requires oil quenching.
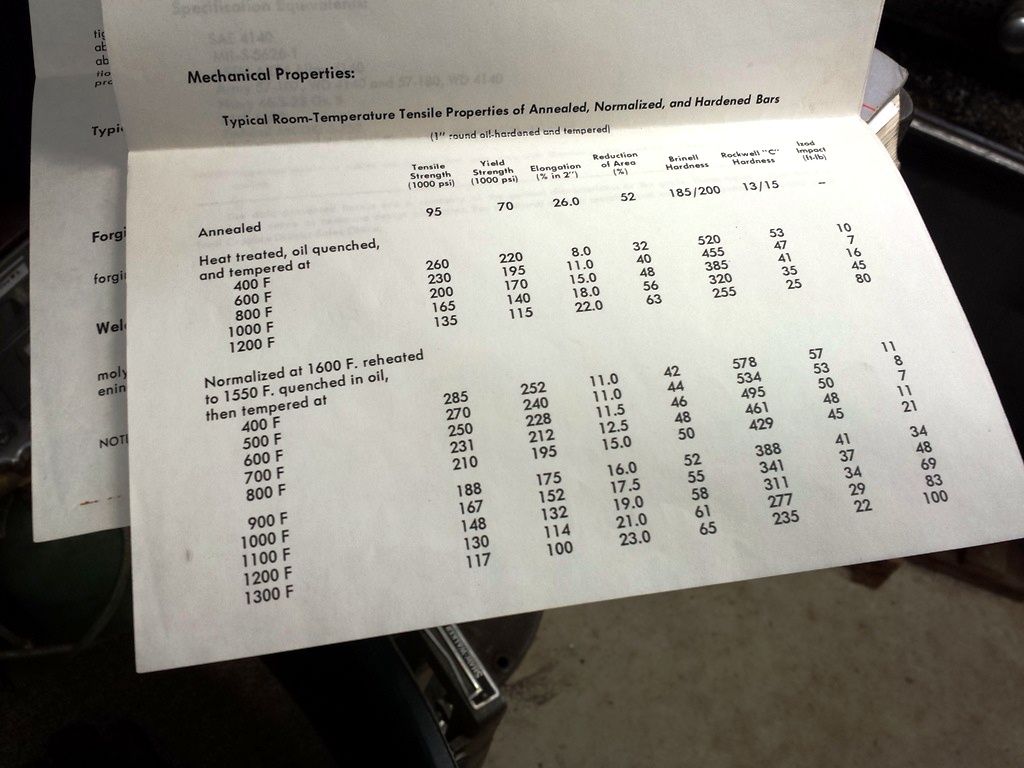
When we heat treat an alloy, the metal undergoes three phases: 1) heating, 2) cooling, and 3) tempering. All of these must be precisely coordinated with respect to temperature and duration. Otherwise you’ll over or under shoot the desired result. And the results themselves are all about compromise. We can heat treat 4140 to 70 C scale and have tensile strength in excess of 300,000 PSI and a yield over 250,000 PSI. That sounds impressive until you study the impact resistance and ductility of the steel at 70. It’s very hard but very brittle. Sudden impact force can cause it to fracture or just plain fail. An example you all can appreciate is a Ruger cylinder heat treated to 70. The shear and tensile strength each approach 300,000 PSI. That would lead you to believe a 100K proof load would be plenty safe. Not so. The impact resistance, or toughness, at 70 C is low enough that the cylinder wall would likely stress fracture. So while it would be very hard to deform the steel linearly or coaxially, it’s more susceptible to fracture.
Most of the alloys used in firearms perform well in the Rockwell C range of 36 – 44 (barrels are less – my earlier posts outline why). Tensile strength, yield strength, impact resistance, and ductility are suited for pressures well above 100,000 PSI. But remember pressure is denoted per unit area, or square inches. That’s why a Colt Peacekeeper cylinder can’t consume pressure like a 5-shot Ruger. Mass matters.
Heat treating my action – we want the end result to be 45 C scale. As shown, that puts tensile strength at 210,000 PSI and yield strength at 195,000.
Step 1 is to coat the receiver with a thin oil film. Unlike production furnaces, ours isn’t vacuum capable and we don’t have oxygen-reduction catalysts. Instead, we use oil on the part which burns off when the temperature rises. That burning consumes much but not all of the chamber’s oxygen. In commercial heat treating, vacuum along with high purity protective gases minimize surface oxidation. Our oil prep does a decent job in preventing scale.

The action is placed in the largest of our three furnaces:


Temperature is raised to 1,600 degrees Fahrenheit and held there for 30 minutes. This furnace has a small peephole through which you can see the amber colored steel:

Here’s a better shot of the heated action:

After the 30 minute hold phase, the receiver is pulled and immediately submersed in an oil bath. Video of that step:
It is then placed in a steel jar for cooling and to drain the oil:

The surface has a fair amount of scale which is removed with brake cleaner and a brush. This is done while we’re waiting for the furnace to cool to 800 degrees. The cleaned-up action:


Prior to heat-treating, every edge was polished and smoothed to remove machine marks.
What we have now is a very hard piece of steel. The rapid cooling from 1,600 to room temperature in oil makes a brittle, martensitic structure. This brittleness is reduced through tempering. Tempering steel lowers internal stresses and defects by transforming some of the martensite into cementite or spheroidite. Higher ductility and better fracture resistance follows (simplified definitions – martensite = hard steel crystalline, cementite = highly brittle iron carbide lattice, spheroidite = ferrite matrix with high ductility, lower strength)
To temper it, the action is placed back in the furnace and drawn at 800 degrees. The metal is held there for 90 minutes before we unplug the oven and walk away.
In summation, heat treating changes the spatial arrangement and grain size of our 4140. When you add carbon atoms to iron they tend to reside in the middle of the crystallite. Primarily in places where they fit easily. This is the body-centered lattice shown below. The carbon atoms have little influence on the relative strength of the steel. However, if we shift the carbon atoms to positions in which the iron atoms can’t move readily, strength increases. It becomes more of a face-centered lattice. Heating above the critical temperature causes the transformation. Rapid cooling, or quenching, allows the carbon atoms to stay locked. Because this structure is quite brittle, tempering is done to stress relieve the crystallites.
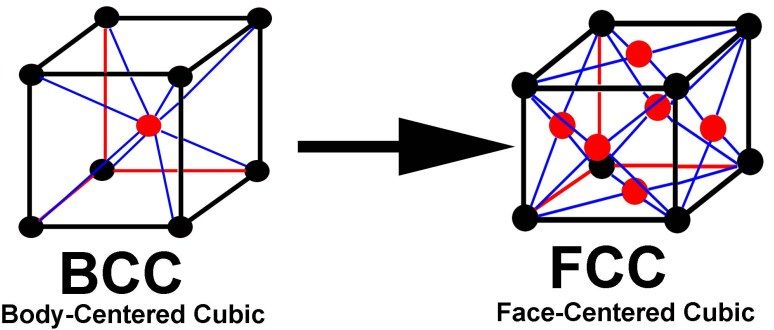
BBC = body centered cubic
FCC = face centered cubic
The black atoms are iron, the red atoms are carbon
A deeper dive would involve physical chemistry and thermodynamics. Those disciplines are intertwined with metallurgy but are also great sleep aids. I do hope this reinforces the importance and dynamics of heat treating though. It is often mentioned when discussing the inherent strength of firearms. It surely can’t hurt to know the underlying process.
-Lee
www.singleactions.com"Building carpal tunnel one round at a time"







































 [/URL
[/URL








 [/URL
[/URL

























































