|
|
Post by 2sheriffs on Aug 31, 2016 15:08:09 GMT -5
When I was still in High School my Dad and I both got some 1917 Infields to hunt Elk with mail order. We had them sent to P.O. Ackley and he rebored them to 35 Ackley Short Magnum. About the same as the 358 Norma Mag that Norma came out with just after we built these. The dog leg in the bolt handle tore your nuckle up and you had to be careful that the scope ring (Weaver K3)did not cut your eyebrow. I later had a custom bolt handle put on it. It has about all of the recoil that I want-Maybe more. My Dad used the load that Ackley recommended-70 Grains of the old surplus 4895 that were sent to us in paper bags. The old 4895 was slower than you get now. Acley claimed it put out a 250 grain bullet at 2900 FPS. It was a little hard on primer pockets. After 3 loadings they loosened up, but it was accurate.
Ron
|
|
|
|
Post by Lee Martin on Sept 8, 2016 19:23:48 GMT -5
The muzzle brake is underway. We started with 2.0” 17-4PH round stock and turned it to 1.25”. Length was set at 4.0”. Step one is to drill a pilot hole all the way through:  Then a 13/16” drill was used to bore the expansion chamber which stops ½” before the exit hole: 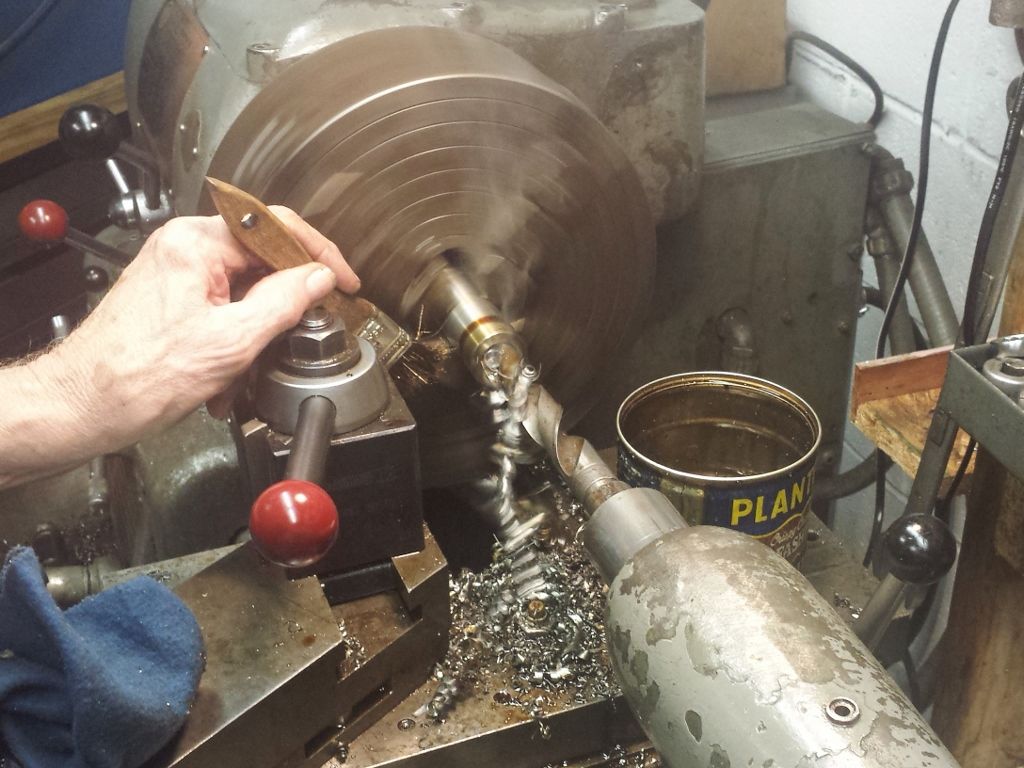 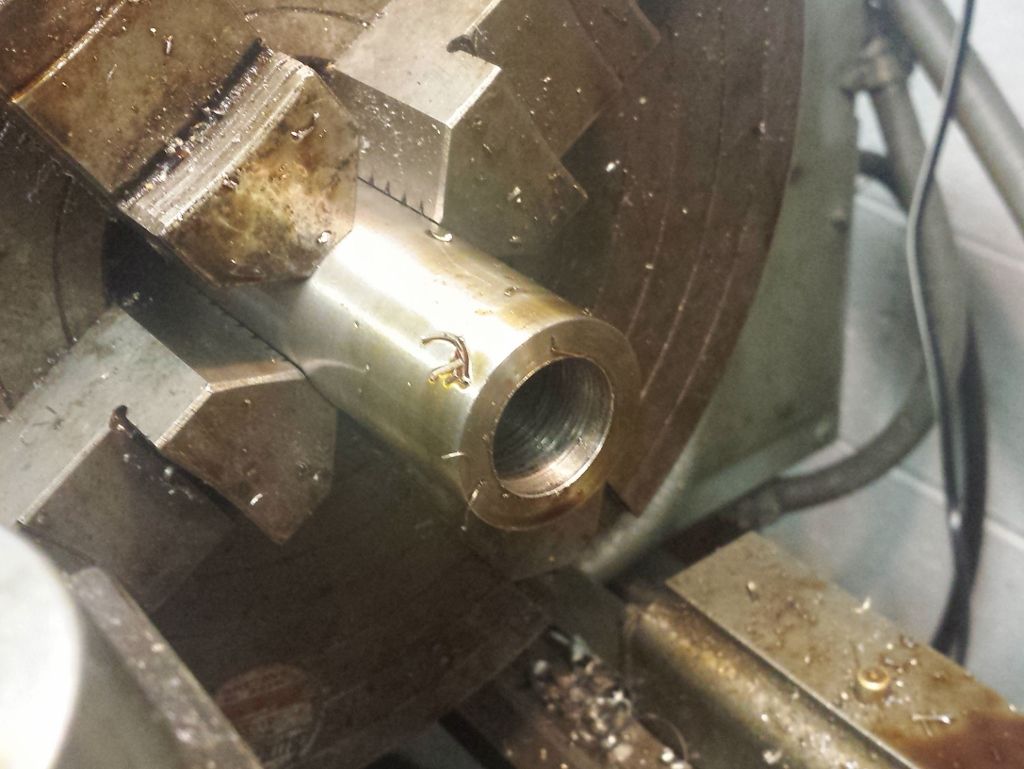 A boring bar internally threaded the brake with 14 TPI:  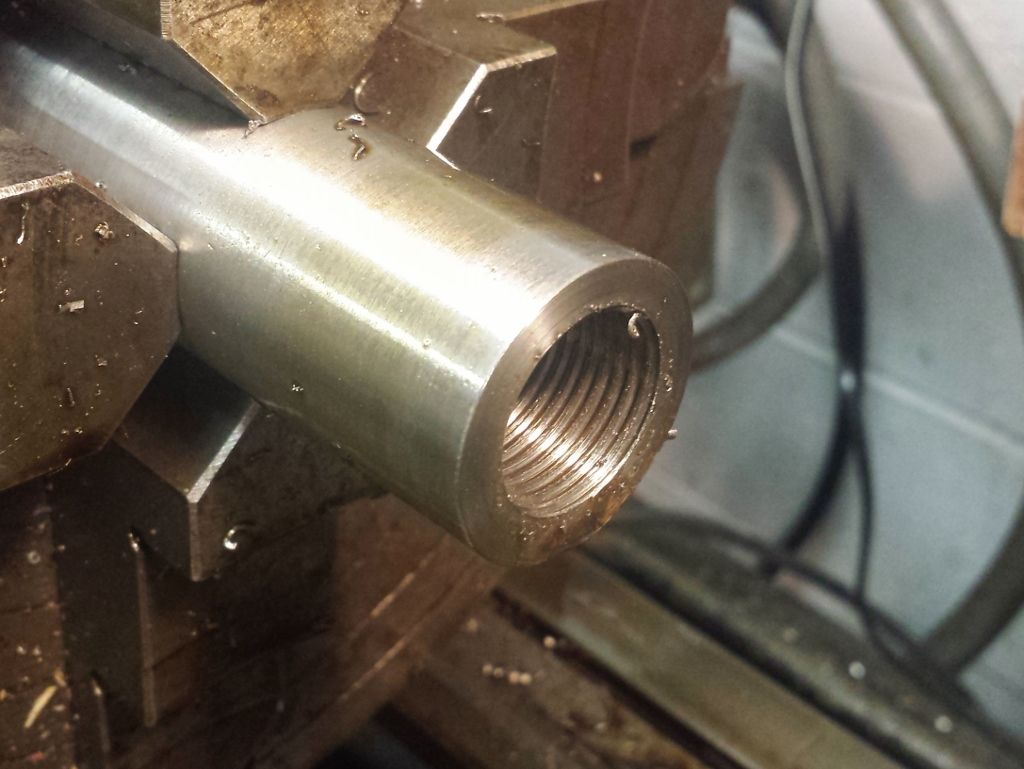 Next time we’ll cut the ports using a vertical mill and indexing head. The end result will look like this:  -Lee www.singleactions.com"Chasing perfection five shots at a time" |
|
|
|
Post by Rimfire69 on Sept 9, 2016 6:27:40 GMT -5
Nice, looking forward to the next series of pics.
|
|
|
|
.585 Nyati
Sept 11, 2016 14:10:31 GMT -5
via mobile
Post by Quick Draw McGraw on Sept 11, 2016 14:10:31 GMT -5
This build is getting really exciting!
|
|
cmillard
.375 Atomic
 MOLON LABE
MOLON LABE
Posts: 1,999
|
Post by cmillard on Sept 12, 2016 7:34:35 GMT -5
I think the recoil will be exciting too!!! very good work on this, cant wait to see the finished product
|
|
|
|
Post by Lee Martin on Sept 12, 2016 19:55:36 GMT -5
The barrel was cut and faced 23” on the nose. To center it in the four jaw chuck, we turned a 0.577” brass spud to fit the lands.  The spud is inserted and indicated to zero run-out over 360 degrees.  The muzzle brake tenon is machined and threaded 14 TPI.  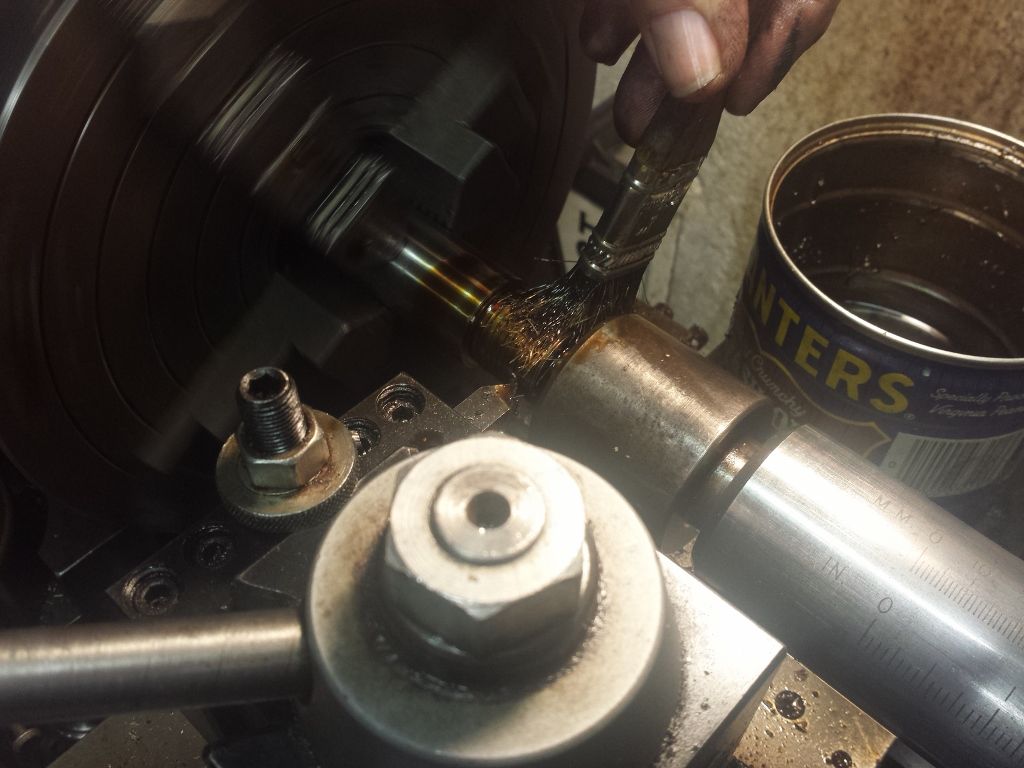  While I was at work last week, dad machined the ports. I don’t have photos, but he used a horizontal indexing head on his Bridgeport. Three holes were drilled atop and three fish gills were milled on each side (NOTE – the brake is just roughed here. The outside hasn’t been polished, nor have the edges been smoothed). The exit hole was bored 0.600”.  Next the feed rails are relieved to accept the larger diameter Nyati.  The barrel is installed on a Davidson vise using a homemade action wrench. We torqued them at 100 ft/lbs.  The action wrench:   Now the brake has to be timed so the top ports crush at 12:00. A few thousandths was lathed off the rear edge to get there. 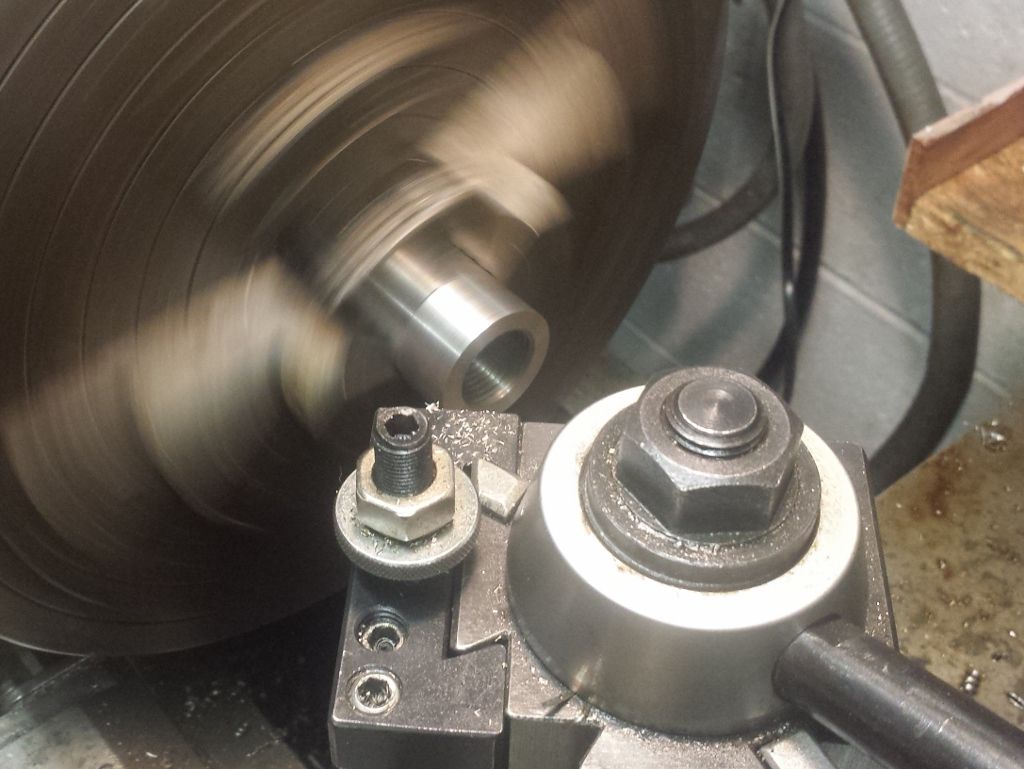 The brake installed. We still need to lathe a step taper on the back, polish the outside, and smooth the ports:  The barreled action:  Express sights will be added after we stock it. -Lee www.singleactions.com"Chasing perfection five shots at a time" |
|
|
|
Post by Lee Martin on Sept 27, 2016 19:15:28 GMT -5
Muzzle brake - a taper step was made on the rear end. This blends nicely into the barrel:  The front edge was given a mild radius and the exterior polished:    I’m now ready to stock the barreled action. We normally do our own wood fitting but in the interest of time I’m outsourcing the entire job. Wenig Custom Stocks in Lincoln, MO will do the work. I’ve ordered their blanks before and the quality is first rate. Here’s their website if anyone is interested in top shelf wood: www.wenig.com/The following options were selected: • High grade, fancy English walnut • No cheek piece, straight comb • Aluminum pillars installed • Glass bedding on the action • 2 magnum cross bolts • Pachmayr Decelerator pad • Low luster, matte oil finish • No checkering I’ll ship the barreled action minus the brake this week. Turnaround time was quoted at 14 weeks. When it returns all we have to do is install sights...then the boulder flinging and shoulder bruising begins. -Lee www.singleactions.com"Chasing perfection five shots at a time" |
|
cmh
.401 Bobcat
Posts: 3,745
|
.585 Nyati
Sept 28, 2016 9:42:20 GMT -5
via mobile
Post by cmh on Sept 28, 2016 9:42:20 GMT -5
My good friend makes all of his own breaks... so I know all the work that goes into them. Yours looks great 😉 Anxious to see that beast done and put together with a range report 😊
|
|
|
|
Post by Thunderjet on Sept 28, 2016 16:46:05 GMT -5
Why did you go with no checkering?
|
|
|
|
Post by Lee Martin on Sept 29, 2016 18:42:01 GMT -5
Why did you go with no checkering? Never been a fan of it. -Lee www.singleactions.com"Chasing perfection five shots at a time" |
|
|
|
Post by whiterabbit on Sept 30, 2016 0:16:00 GMT -5
There is nothing like hand cut, sharp checkering. Like the difference between fine cut crystal and press-moulded glass. Now, put that fine, beautiful, sharp, sand-papery hand-cut checkering on a heavy recoiling rifle, put your hand right on it and pull the trigger.... There's a reason many of us prefer smooth grips on our heavy recoiling handguns, too!  |
|
|
|
Post by Lee Martin on Dec 1, 2016 20:20:36 GMT -5
Wenig called the other day with a question on my stock. Looks like it’ll be done early ‘17. In the meantime, we devised a way to size the cast 800’s. To recap, my Lyman 450 won’t handle a bullet this big in diameter. A Star sizer would, but I won’t spend $400+ for a press that’ll get used for one caliber. We first attempted to size them in a conventional o-press. Dad made a 0.586” die and a punch that clicks into my Redding’s ram. To my surprise, there wasn’t enough leverage to squeeze 0.002” off a hard linotype LFN (they drop 0.5885”). So using the same die, we machined a straight punch. The die and the punch are then set in a massive arbor press...one that’ll push the bullet through with ease: The die and punch:  Illustration of how the sized bullet is ejected. Of course we’ll size after we pan lube to better hold the groove heights:  Left – 0.586” sized 800 grain, Right – as cast 0.5885”:  Next we'll machine a collar for lathe trimming the brass. It’ll be held in a collet fit with a depth stop. -Lee www.singleactions.com"Chasing perfection five shots at a time" |
|
|
|
Post by Quick Draw McGraw on Dec 1, 2016 23:44:09 GMT -5
Oh man, Lee! This project has got me on pins and needles! I'm just glad I won't be shooting it, I've already dislocated my right shoulder.
|
|
|
|
Post by ohnomrbillk on Dec 12, 2016 23:00:13 GMT -5
Wenig called the other day with a question on my stock. Looks like it’ll be done early ‘17. In the meantime, we devised a way to size the cast 800’s. To recap, my Lyman 450 won’t handle a bullet this big in diameter. A Star sizer would, but I won’t spend $400+ for a press that’ll get used for one caliber. We first attempted to size them in a conventional o-press. Dad made a 0.586” die and a punch that clicks into my Redding’s ram. To my surprise, there wasn’t enough leverage to squeeze 0.002” off a hard linotype LFN (they drop 0.5885”). So using the same die, we machined a straight punch. The die and the punch are then set in a massive arbor press...one that’ll push the bullet through with ease: The die and punch: Illustration of how the sized bullet is ejected. Of course we’ll size after we pan lube to better hold the groove heights: Left – 0.586” sized 800 grain, Right – as cast 0.5885”: Next we'll machine a collar for lathe trimming the brass. It’ll be held in a collet fit with a depth stop. -Lee www.singleactions.com"Chasing perfection five shots at a time" Lee, My big Corbin swage uses the same threads as RCBS 50 BMG dies. 1.5"x12tpi If you want to make a die and a pusher for my big "H" sized press, I'll be happy to size all the bullets you care to send. Standing offer. |
|
|
|
Post by Lee Martin on Dec 15, 2016 19:48:32 GMT -5
I really appreciate the offer Bill. I'm familiar with the Corbin and it is a brute. But my arbor press and die size the 800's with very little arm. I haven't had a need to switch, especially when I'm casting low quantities. Incidentally, Wenig shipped the rifle today. Pictures to follow. -Lee www.singleactions.com"Chasing perfection five shots at a time" |
|