Case Annealing
_______________________________
Annealing defined – When brass hardens the crystalline structure is disrupted and becomes dislocated. Annealing reverses this by diffusing the atoms, thus allowing the material to return to its equilibrium state. Heat increases the rate of diffusion by providing the energy needed to break bonds. The movement of atoms has the effect of redistributing and eradicating the dislocations in brass. This alteration to existing dislocations allows brass to deform more easily, increasing its ductility. The equilibrium state is reinstated once the case cools.
Brass is a ductile metal, which means it has the ability to deform under tensile strength. Related, but unique as a property, is the metal’s ability to distort when compressive force is applied. This is known as malleability. Hammering a plug of copper into a thin sheet is a result of it being malleable. Combined, ductility and malleability are the mechanical properties that define plasticity. Plasticity is nothing more than the extent a solid can be deformed without fracture. This shouldn’t be confused with elasticity though. Plasticity is a permanent deformation, elasticity is temporary. In our discussion of cartridge case expansion, we’ll demarcate the two.
Subject ductile metal to tensile strength and it’ll stretch. This occurs linearly until the yield point is reached. Illustrated, consider a square piece of brass rod, say ½” x ½”. For every unit of force applied at both ends, there is a set amount of axial stretch. 100 lbs of force may equate to 0.02” of elongation, 200 lbs nets 0.04”, and so forth. That relationship occurs consistently until you hit the yield point. Release the imparted force and the brass will return to its original length. Elastic tendency is the reason why. Once you nose over the yield point however, elasticity is compromised. The transformation begins to become permanently plastic. Of course elastic properties are still present, they’re just lessened due to plastic deformation. If you apply additional force outside of the yield threshold, the metal will fracture. This always occurs after the ultimate strength of the metal is achieved. Past the ultimate strength barrier, the ratio of force to unit of elongation decreases. Meaning at this point, it may only take 30 lbs to get the aforementioned 0.02” change. Graphically it looks something like this:
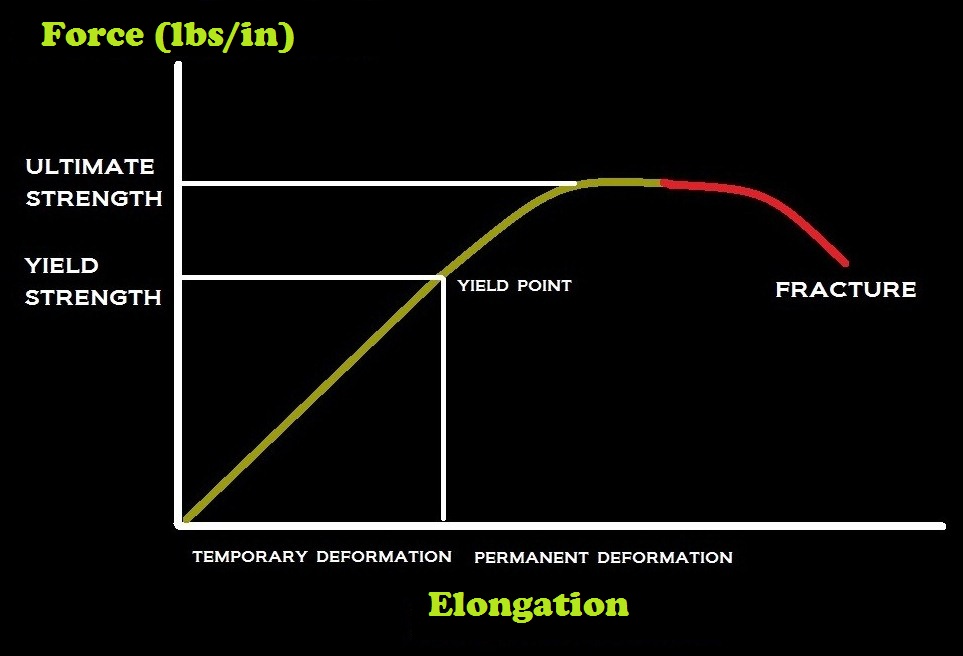
What transpires in your barrel’s chamber follows these principles. Upon firing, the brass is exposed to extremely high pressure. This force would easily push it to the ultimate limit and the result would be sidewall splitting. The chamber prevents this from happening and the swell is held in check. Failure is averted and as pressure rescinds the brass contracts slightly. Plastic deformation occurs here though, there’s no way around it. A 0.010” thick brass neck can’t absorb 60,000 PSI without some physical change. Work hardening is the result of this plastic movement and I’d have to get into quantum physics to explain it fully. I’ll spare you the calculus and boil it down to this. The metal’s crystalline structure, comprised of grains, shrinks making the molecular level less fluid. Its strength increases and ductility is lowered. Repeat this process over and over through full-length sizing and eventually the case becomes brittle. Enough work hardening takes the shell to a stage where it can no longer deform plastically. Rupture ensues.
I’m a long-time skeptic of annealing for short-range BR. The upside, if there is any, seems small. I run 0.0015” to 0.0020” neck clearances on my PPCs and Stingrays. Shoulders are bumped only 0.001”. The brass just doesn’t get worked that much. Hardening occurs, there’s no avoiding it. But I’ve yet to see drops in accuracy as the reload count climbs. My first box of .30 Stingray was reloaded 57 times and shot fine. I retired it for fear I was pushing them too far. All the same, on its 57th outing I took 2nd place in an IBS match with 22 X’s. Would periodic annealing have changed that? It’s tough to say. And not being able to answer that moved me to try it.
Flame is a perfectly viable way to anneal brass. For years, that was the only method we had. Still, there are some drawbacks to flame. First, there’s no quantitative way to determine if you’re annealing at the proper temperature. Tempilaq, which is heat sensitive paint, is the best tool for assessing this. The critical temperature at which the grain structure reforms is somewhere between 600 and 800 degrees. That’s where annealing should occur. The hotter it is, the faster it happens. Most annealers use 750 degree Tempilaq. The inside of the neck of a test case is painted and the torch angle and machine speed are adjusted so it just begins to melt. This ensures the case necks will be sufficiently annealed. In addition, a stripe of 425 Degree (F) Tempilaq is applied on the body to safeguard against softening below the shoulder. Providing the 425 degree paint is un-melted halfway down the body, the case has not been over heated. The Tempilaq process only helps estimate the correct dwell time and flame setting. It is not finite enough to discern differences in brass composition across lots or brands.

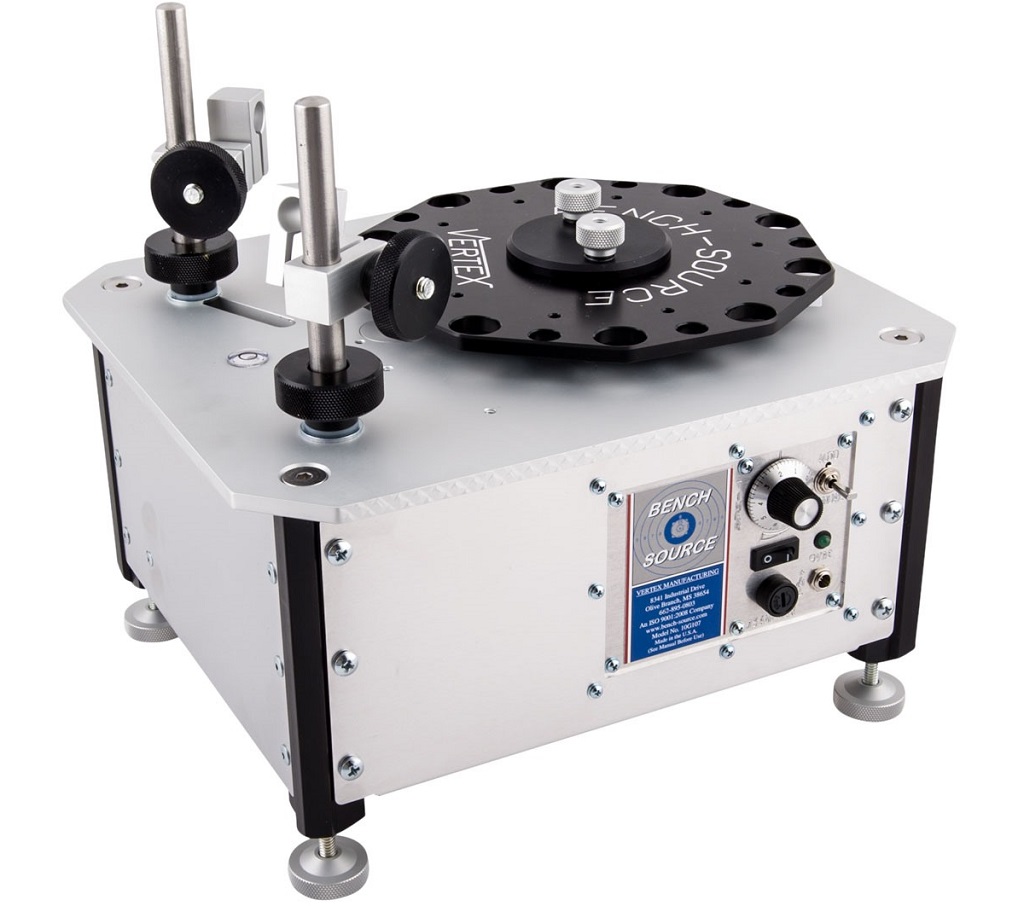
Automated machines, like Bench Source’s Vertex annealer, apply flame for the prescribed time interval over 360 degrees.
Annealing returns work-hardened necks & shoulders to their original pliable state; or at least close to it. This reduces splitting and extends reloading life. It also affects neck tension. As brass work hardens from repeated firings and resizing, it becomes springy. Variations in ‘spring’ can cause inconsistent tension, and in turn bullet release. This could degrade accuracy, particularly at longer distances where velocity spreads matter. Short range is confined to 100 – 300 yards where velocity deltas are far less impacting. Remember, we tune to nodes, not ES and SD. Irrespective of the distance, annealing does create a repeatable gas seal at the neck and shoulder. It also extends brass life from the shoulder forward. Conversely, it does nothing to help the case head. And in BR, primer pockets typically loosen way before necks split.
Unlike traditional flame annealing, induction annealing works by placing the case in a magnetic field. Induction heaters consist of an electromagnet and an electronic oscillator. The oscillator passes high-frequency alternating current (AC) through the electromagnet. This rapidly alternating magnetic field penetrates the object, generating electric currents inside the conductor called eddy currents. The lower the resistivity of the brass, or the higher the intensity of the magnetic field, the greater the eddy currents. Increasing eddy currents increases the heating effect. If a device can set and maintain the eddy current inputs, the only other control variables are dwell and case position. Well, we have an annealer which accomplishes all three. The Annealing Made Perfect (AMP) is based on electromagnetic induction. They’ve been on the market for five or six years now and were recently upgraded. Uniquely, the AMP has the ability to tailor power and time settings to a specific cartridge. This allows small and very precise increments in annealed neck hardness. So precise in fact, it can account for changes in neck wall thickness. Until the AMP Aztec module was released, you had to send fired cases to their lab in New Zealand. Technicians would then analyze the brass and determine the correct setting, or code to use for that cartridge. Aztec changed all that. Originally sold as a software download, Aztec is now integral to the AMP machine. This allows the end user to calibrate for a given cartridge and/or given lot of brass. The only thing is you must sacrifice a case. In analyze mode, Aztec essentially overheats the brass to generate the input code. But once that’s found, you’ll never need to re-analyze unless you: 1) Switch brands, 2) Switch lots within a given brand, or 3) Alter the neck wall thickness.
The AMP machine:

Azetc results:

A .30 Stingray after being analyzed in Aztec mode. The machine generated code = 129.

Cases are positioned in the AMP machine through an aluminum pilot. These are specific to the cartridge. My .30 Stingray takes a #16, which is also used for its parent case, the 6.5 Grendel.

Standard shell holders grasp the case after being tightened in a brass fixture.

Cases are de-primed, annealed, FL sized, and loaded. It takes about 15 minutes to anneal 100 pieces of brass. Video of the process:
I’ve been annealing my .30 Stingrays every 4 or 5 firings since last fall. To date, I can report the following:
1) Bullet seating does feel more consistent
2) The gun shoots no worse than before. And it may show a slight improvement at 200 and 300 yards, but I can’t say for certain.
3) Brass spring back is definitely reduced. I size my necks with a 0.327” bushing. Redding and Wilson always account for 0.001” worth of spring back when marking their bushings. With un-annealed brass, the 0.327” button sizes to 0.327”. After annealing in the AMP, the 0.327” bushing returns 0.326”. After 1 to 2 firings, the bushing reverts to 0.327”. There is a total neck tension gain after annealing vs. work hardened brass.
-Lee
www.singleactions.com"Chasing perfection five shots at a time"

























