|
|
Post by DiamondD on Feb 22, 2017 1:04:57 GMT -5
 I came home yesterday to find a box from Jack Huntington. He completed the gripframe much faster than expected.   I’ll spare you the obvious adjectives which describe his work. If you’ve ever considered his reshape, do it. He has done BFRs, XR3-REDs, and this Bisley for me. Nothing fits my hand better than his contouring and grips. The 505 LFN mold also arrived from Mountain. It was on my doorstep less than 2 weeks from when I placed the order. You’re hard pressed to find better service.    -Lee www.singleactions.com"Chasing perfection five shots at a time" Those grip frame/grips are gorgeous! |
|
|
|
Post by Rimfire69 on Feb 22, 2017 8:28:29 GMT -5
Not sure if I've already commented or not, but I was thinking the same thing.
The pictures on this build are awesome, can't seem to get enough.
|
|
|
|
Post by 2 Dogs on Feb 22, 2017 11:52:33 GMT -5
The pictures are excellent. What kind of camera are you using Lee??
|
|
Snyd
.375 Atomic
 The Last Frontier
The Last Frontier
Posts: 2,387
|
Post by Snyd on Feb 22, 2017 12:43:31 GMT -5
Thanks again Lee for including us in this. I've got my eye on that mould! Did you have it designed to drop .513 505gr with Linotype? I seem to remember that you normally cast with Lino.
|
|
|
|
Post by Lee Martin on Feb 22, 2017 20:56:52 GMT -5
The pictures are excellent. What kind of camera are you using Lee?? Fermin - my pictures are all taken with a Samsung Galaxy 7 smart phone. -Lee www.singleactions.com"Chasing perfection five shots at a time" |
|
|
|
Post by Lee Martin on Feb 22, 2017 20:57:32 GMT -5
Thanks again Lee for including us in this. I've got my eye on that mould! Did you have it designed to drop .513 505gr with Linotype? I seem to remember that you normally cast with Lino. Yep, I'll cast these from linotype. -Lee www.singleactions.com"Chasing perfection five shots at a time" |
|
|
|
Post by Lee Martin on Feb 22, 2017 20:59:30 GMT -5
|
|
Joe S.
.401 Bobcat
Posts: 2,517
|
Post by Joe S. on Feb 23, 2017 11:28:23 GMT -5
Lookin good!!
|
|
|
|
Post by kings6 on Feb 23, 2017 11:37:47 GMT -5
Ah YES! It is GOODto be King (of the machine shop in the basement!)  |
|
|
|
Post by Alaskan454 on Feb 23, 2017 13:51:44 GMT -5
Thank you for sharing, as someone with little to no experience in proper machining I find these very interesting.
|
|
cmillard
.375 Atomic
MOLON LABE
Posts: 1,943
|
Post by cmillard on Feb 24, 2017 5:52:19 GMT -5
very nice. lucky man to be able to do all this!
|
|
|
|
Post by Markbo on Feb 26, 2017 12:29:44 GMT -5
One question why heat treat THEN hone out hole? Could it possibly change during heat treating?
|
|
|
|
Post by Lee Martin on Feb 28, 2017 19:46:09 GMT -5
One question why heat treat THEN hone out hole? Could it possibly change during heat treating? Oil quenching during the heat treatment phase creates some scale. This has to be honed out. -Lee www.singleactions.com"Chasing perfection five shots at a time" |
|
|
|
Post by Lee Martin on Feb 28, 2017 19:58:56 GMT -5
|
|
|
|
Post by Lee Martin on Feb 28, 2017 20:06:07 GMT -5
 A large wheel cutter is how we ‘gear’ the ratchet. But we can’t do a straight cut; the geometry dictates these be offset 20 degrees to the rear plane. The indexing head is canted 20 degrees out from the x-axis. The mandrel is reinserted in the basepin hole and the cutter is brought up to touch the bottom edge. Drop the table 0.090".   Now here’s the trick to timing the ratchet relative to the notches. Dividing heads have a 40:1 ratio between handle rotation and spindle rotation. Turn the handle 40 times and the spindle moves 360 degrees. Hence, one turn equals 9 degrees. The ratchet's teeth have to be offset within a narrow range of degrees from the position of the bolt stop. Our indexing head is rotated 1 and 24/57 turns (~12.8). The cutter is zeroed on the back edge of the ratchet. IMPORTANT – the zeroing occurs on the outer most edge of the circumference. Once that’s done, the wheel is fed into a depth of 0.060”.  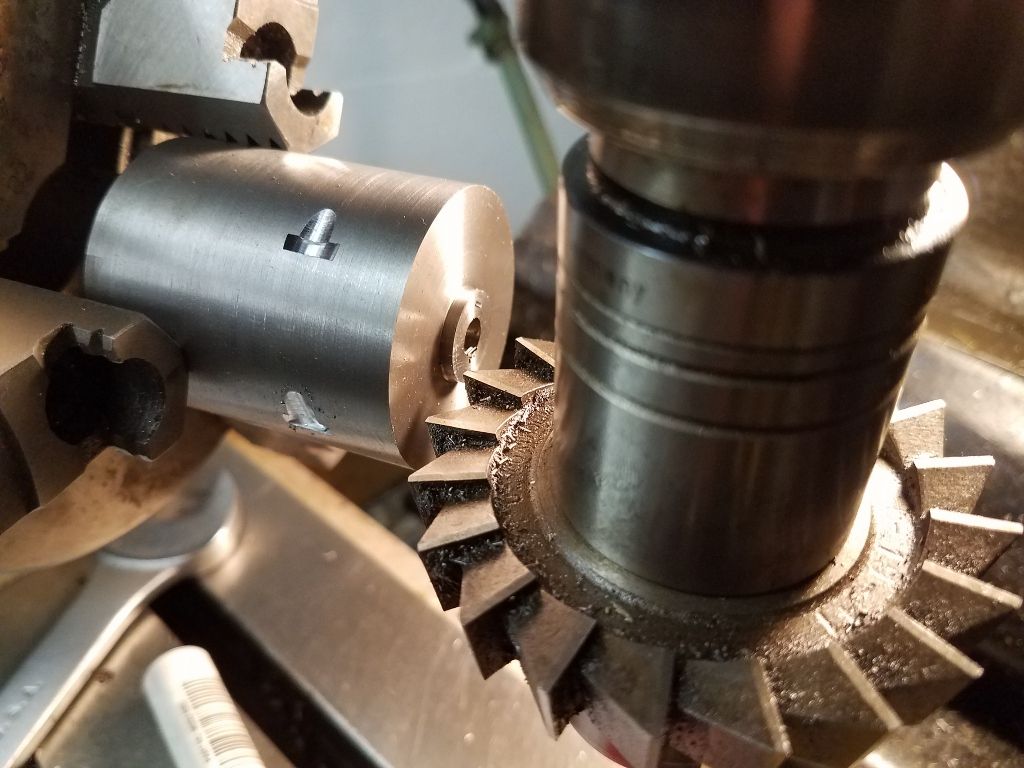 To cut the next cog, the indexing head is turned 8 rotations. This is one of the most precarious steps in making a cylinder. If the ratchet depth and position relative to the notches are off, we’re screwed. An error here sends it to the scrap pile. 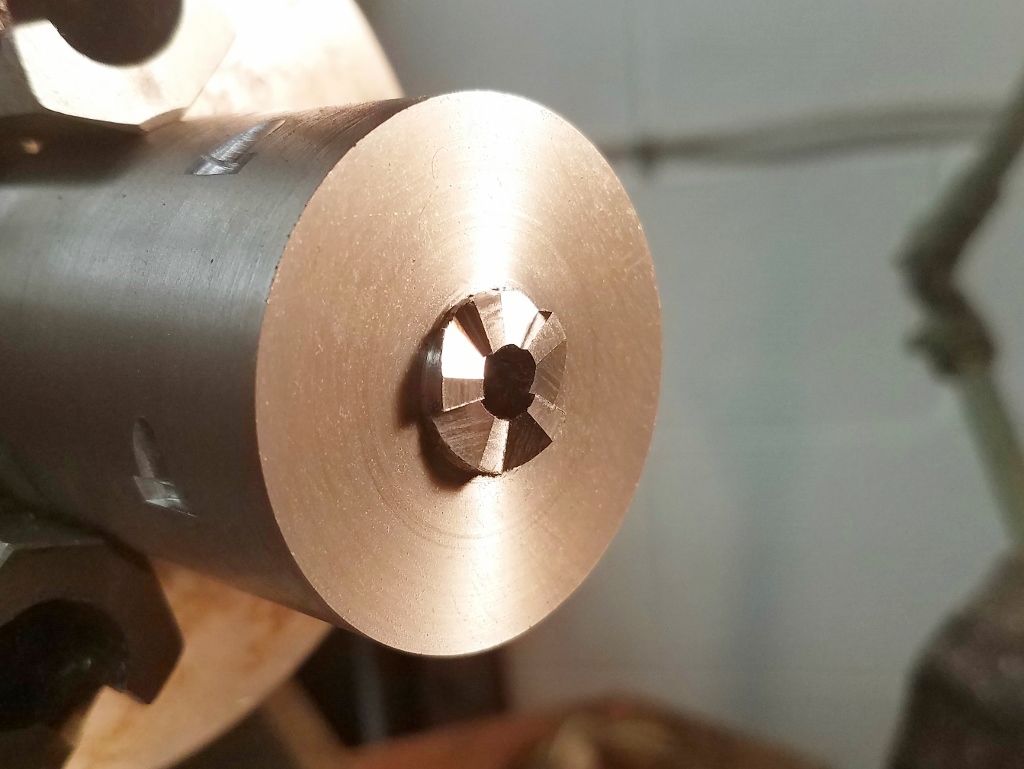  We're not quite done with the ratchet. Next time, I’ll mill relief cuts in between the cogs. -Lee www.singleactions.com"Chasing perfection five shots at a time" |
|



























































