|
|
Post by Lee Martin on May 19, 2015 19:47:53 GMT -5
First public photos of the DWA .44 Magnum. M44 makes its debut at an IHMSA match in Goliad, Texas. David squeezes M44 with Vent heavy 6-inch barrel. To his left, Jim Whitcomb at work with S&W M-29 nickel 8-3/8".  M44 VH6 barrel at recoil. DWA sent David VH8 and VH6 shrouds and barrels. Testing began with 8-inch, with poor accuracy. David called DWA to report bore compression under threads, only to learn that the threads had been rolled on. The 6-inch had cut threads and shot superbly. Still doping the sights, David shot 30x40 Creedmoor, then 25x40 standing. Numerous silhouetters shot the M44 that day, several immediately placing orders.  The big Dan and the Redhawk share major concepts----with major mechanical differences. Similarity: * over built for .44 Mag. * solid frame construction, made possible by investment casting. * vertically stripped modular trigger assembly. * offset cylinder latch.  As tear downs would be frequent to observe, adjust, and change barrels, threads were coated with Anti-Seize Compound. In anticipation of muzzle nut fouling from Power Control porting, the grease was put on thick.  From the git-go, David encourage DWA to drop Power Control porting as unnecessary to the soft recoil of the 4-lb. Dan. Not to mention mess. DWA saw Power Control as promoting sales, yet advised against firing cast bullets through it. Were it not for the Anti-Seize, fouling from jacketed bullets would have locked it up. 6" barrel shown.  Fouling from jacketed bullets. Imagine what cast would do. 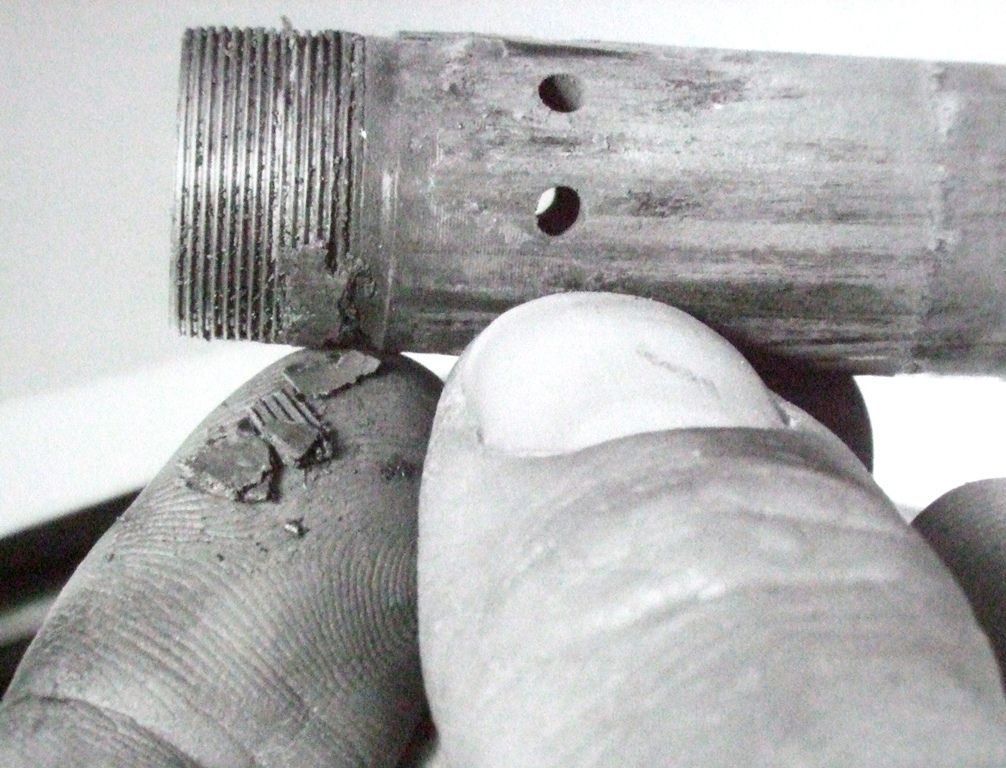 Wire wheel cleans fouled threads. David advised DWA drop the porting. No accuracy deterioration was found but, as soon as a an 8" barrel with cut threads arrived, it was mounted.  Barrel socket and frame face of DWA M-44. Hole by yoke cutout takes a pin. The pin indexes barrel shroud in vertical alignment. Spring loaded etent ball in standing breech centers cylinder ratchet. A thumb latch secures yoke to frame  The three muzzles. L-to-R: M-29 5-groove; Redhawk 6-groove; M-44 8-groove. 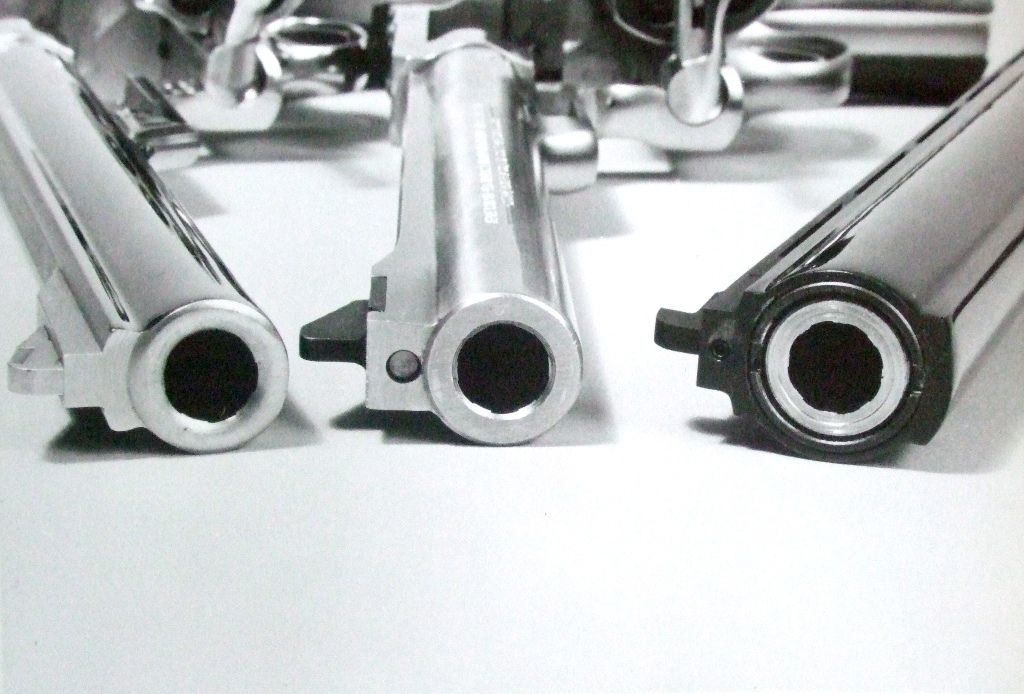 Unit facing left... M-44 hammer at full cock. Unlike S&W and Ruger double action lockwork, the M-44 notch is in the trigger, and the sear tip is on the hammer. 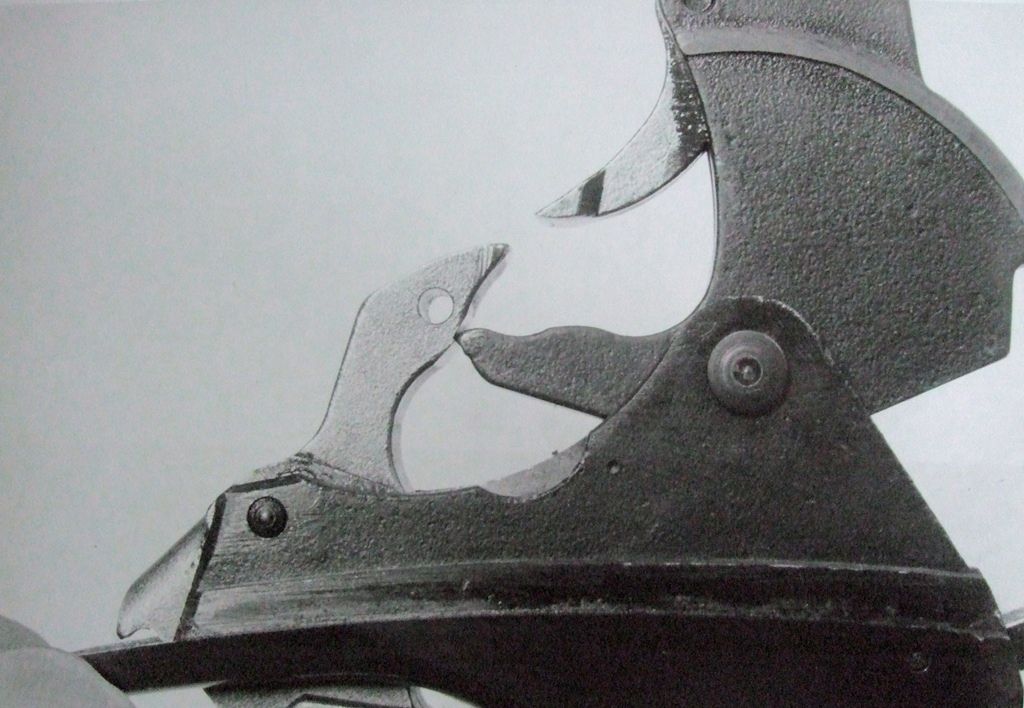 M44 trigger guard has adjustable trigger stop. SA tunable for a clean, light letoff----lighter than any other DA revolver, with possible exception of, but probably including, Colt Python  M44 hammer (left) is a MIM part, as is M44 trigger; won't give trouble----as long as hard double action work is kept off the menu. Technically a double action, in practice the M44 is a single action with superb trigger and fast lock time. Note raised bearing surfaces to reduce friction. Redhawk hammer (and trigger) are investment cast, heat treated, durable in the extreme----both SA and DA. Redhawk SA cannot approach letoff of the M-44.  M44 trigger module contains trigger rebound spring, arrangement later adopted for Super Redhawk. SRH didn't exist when these photos were taken. M-44 trigger module: * trigger pinned to module. * pawl pivots on trigger. * transfer bar attached to pawl. * hammer pins to trigger module; Hammer/trigger engagement may be checked on module Redhawk trigger module: * trigger pinned to module. * pawl and transfer bar pivot on trigger. * cylinder latch attached to module.  -Lee www.singleactions.com"Building carpal tunnel one round at a time" |
|
cmillard
.375 Atomic
 MOLON LABE
MOLON LABE
Posts: 1,996
|
Post by cmillard on May 19, 2015 22:48:33 GMT -5
bradshaw, what was the cylinder gap on that revolver if you recall. my dad has a 6" or 8", cant remember which, .22lr DW revolver that he bought in 1978 new/unused. it was his squirrel getter for years and shot it daily after work for many, many years. the last few outings with it, the accuracy was terrible as in 4-5" groups at 25 yards. it use to shoot nice little groups. even shooting premium match ammo, it still shoots 4-5" groups. I tried everything to scrubbing the bore/cylinder extra good and running jb through it, to no avail. the rifling is still there and the bore is nice and shiny but the rifling is not sharp. I noticed the barrel/cylinder gap is rather large. could the gap be causing this or a well worn barrel be the culprit. when I say that he shot it daily for years, he would shoot 50-100 rounds daily and he was a killer shot with it as he would get his daily bag limit on squirrel during hunting season. your thoughts? thanks
|
|
|
|
Post by bradshaw on May 20, 2015 4:18:04 GMT -5
cmillard.... "the rifling is still there... "
Wouldn't be surprised if the barrel of your father's DWA .22 was softer than the centerfire barrels. Easier to make well. Perhaps your father shot out the barrel. While I have used JB Bore Paste on centerfire barrels with success, I'd be reluctant to try it on a .22. But the barrel had already headed south. If the lands appear rounded, not sharp, it may be wear you're looking at. If your father's Dan was one of the rough ones, he wouldn't have loved it.
Dan Wesson .22's were a mixed bag, some very accurate, others given to spitting, leading, inaccuracy. While fouling can throw off accuracy instantly, the deleterious effect of wear comes on more slowly. If the revolver does not spit, and the forcing cone is not eroded, pull the barrel and look at the bore with magnification.
DWA supplied a standard .006" feeler to gap the barrel while tightening the muzzle nut. DWA also had a .002" feeler, which won't work for a revolver with endshake. Get out the feeler gauge set when you reassemble and gap as tight as possible with free cylinder rotation. While an excessive gap----.008" and up----has little or no affect on big bore accuracy, I wouldn't want it on a .22 revolver.
While the barrel is off, give it a bronze brush cleaning. Please let us know what you find,
David Bradshaw
|
|
cmillard
.375 Atomic
MOLON LABE
Posts: 1,996
|
Post by cmillard on May 21, 2015 7:49:51 GMT -5
will do. I checked the cylinder gap with the feeler, and it was still within spec. I did try to get the barrel off with the wrench but it wouldn't budge. I think I will need to soak it with some kroil before I try it again. problem is, when I find that its no good, what do I do next? nobody has barrels for it. would a blank need to be machined?
|
|
|
|
Post by magnumwheelman on May 21, 2015 8:06:35 GMT -5
FIL had a 6" ported barrel on his Monson gun we inherited... I have no idea how much it was shot or with what, but when I got it, the barrel was hopelessly "soldered" to the shroud... had my buddy cut that down to a snubbie length, & fit one of his combination barrel nut / compensators... I did that long before Ruger came out with their stainless Alaskan, & since I bought a Stainless Alaskan in 454 Casull, I decided to do something different with the DW 44 magnum... when going through some of the stuff, during moving from the old reloading area, into the new walk in gun safe room, I ran across a new 6" unported barrel shoud, & a new 6" unported 44 magnum barrel, that FIL had squirreled away... so... the DW 44 mag now looks just like the one in the pic at the start of the thread ( sans the porting ), & I have the option of switching the snubbie barrel back on if desired... I kind of wish the plum coloring on the frame matched the barrel shroud... guessing they used different materials hence the difference in aged coloring??? Our Stainless DW 357 Max with the barrel nut / comp ( 3rd from bottom on left ), & blued 44 magnum ( at the bottom on left ) currently wearing the factory barrel nut... barrel nut comps are machine to properly index with the barrel cylinder gap set, so if I want to put it on the 6" barrel I need to have my buddy dress it up a little, but i'm thinking it's better served with the snubbie barrel...  snubbie barrel made up from the ported barrel & shroud, with the barrel nut / compensator... ( & that noted "plum" color on the frame )  |
|
|
|
Post by bradshaw on May 23, 2015 9:58:45 GMT -5
The non-heat treated muzzle nut is a soft point in the DWA "interchangeable" barrel system. Mishandled, the DWA spanner wrench easily gouges castellations on the muzzle nut. To remove barrel without history of prior operation, it is best to start by pointing muzzle downward:
1) Heat muzzle nut. You want to weaken Loctite, if present. Red Loctite is the worst, as it is unnecessary and requires more heat to defeat than blue Loctite. (Do not use oxy-acetylene! Acetylene is o.k. in moderation. A butane lighter should do it.)
2) Clamp frame securely in a padded vise. Doesn't hurt to have barrel shroud clamped, too. Easiest way is to first remove grip, trigger module. With trigger guard assembly (module) off, yoke and cylinder slide off frame.
3) Apply Vise-Grip pliers to DWA spanner wrench.
4) Push spanner wrench against muzzle nut and turn counter-clockwise.
Kroil won't hurt and may help a jammed muzzle nut.
Once shroud is off barrel, remove barrel from frame by hand. If barrel is tight to frame, presume threads have Loctite and apply heat.
DWA hardened muzzle nuts for the M44 at my instigation and sent a few for me to try before putting them in the pipeline. Noticed immediately that the hardened muzzle nuts went on tight----which rotates the barrel into the frame. This won't do. Call to DWA revealed what they already knew, that hardening warped the nut, causing thread bind. "To Hell with it," I said. "We'll just have to handle them with kid gloves."
David Bradshaw
|
|
|
|
Post by bradshaw on May 23, 2015 10:17:04 GMT -5
magnumwheelman....
"... barrel nut comps are machined to properly index with the barrel cylinder gap set..."
What does that mean? What is a "barrel nut comp"?
Not sure if you infer a connection between muzzle nut and Power Control holes drilled in barrel as part of porting built into the first M44 barrel & shroud assemblies. The muzzle nut has no relation to the doomed porting system. Nor are the two castellations on the muzzle nut timed for a certain appearance on the gun.
Intuitively knew before I shot the M44 that Power Control porting system was a mess. Didn't see an adverse affect on accuracy before I condemned it, although I didn't really push it at 200 meters. The M44 shot superbly with and without. I couldn't detect a real difference in recoil between with and without the porting; either way the M44 is the softest recoiling of any .44 Magnum. In anticipation of vicious fouling, I gobbed the barrel threads with Anti-Seize. Thank goodness. The M44 taught us important lessons about big bore revolvers. Too bad it didn't survive to to reach true refinement and at the same time keep everybody else honest.
David Bradshaw
|
|
|
|
Post by magnumwheelman on Jun 2, 2015 5:44:28 GMT -5
barrel nut compensators are something my buddy came up with you can see them on the snubbie, & the stainless 357 Maximum in my previous pictures... they are a chamber compensator that replaces the barrel nut on a Dan Wesson revolver... I've never personally had issues with the factory barrel nuts ( but have probably not put as many rounds through mine, since I've owned them, as Mr. Bradshaw has put through them in a weekends competition )
I didn't have trouble removing the barrel nut on my 6" ported barrel & shroud... but once it was removed, the barrel & shroud were hopelessly fused... I'd suspect that not lining up the ports had a large portion to do with that???
|
|
|
|
Post by bradshaw on Jun 2, 2015 21:32:24 GMT -5
magnumwheelman..... thanks for photos and explanation of combination muzzle nut/compensator.
David Bradshaw
|
|
|
|
Post by bradshaw on Dec 20, 2017 12:24:11 GMT -5
Original DWA “Combat” grip on M-44 .44 Mag Vent 10-inch is plain walnut. Note smooth contour. This shooter’s favorite grip on the M-44, especially for offhand. Also presents excellent wrist angle in Creedmoor.
Later variant Combat grip was more sculpted, with less sanding, and liable to tilt the VH8 over IHMSA 4-pound limit.
David Bradshaw
|
|
|
|
Post by bradshaw on Dec 20, 2017 12:30:19 GMT -5
Original DWA “Combat” grip on M-44 .44 Mag Vent 10-inch is plain walnut. Note smooth contour. This shooter’s favorite grip on the M-44, especially for offhand. Also presents excellent wrist angle in Creedmoor.
Later variant Combat grip was more sculpted, with less sanding, and liable to tilt the VH8 over IHMSA 4-pound limit.
David Bradshaw
|
|
JDG
.240 Incinerator
Posts: 70 
|
Post by JDG on Nov 8, 2018 19:37:22 GMT -5
M44 hammer (left) is a MIM part, as is M44 trigger; won't give trouble----as long as hard double action work is kept off the menu. Technically a double action, in practice the M44 is a single action with superb trigger and fast lock time. David, I've read your experience with the Dan Wesson double action in another thread that i cant find now. About the durability (lack thereof) of their MIM/Sintered parts. Just curious if you or anyone else here have experience with the new Dan Wessons by CZ. Perhaps the new stainless hammers are of better quality? |
|
|
|
Post by bradshaw on Nov 9, 2018 8:13:43 GMT -5
JDG..... no experience with Dan Wessons by CZ. If guns are assembled with original factory parts, those parts will be exactly the same. Seems the powdered metal caper has seen great strides in strength and durability. A proper, light clean-breaking single action LETOFF on the M44/M40 big frame Dan Wesson lasts many thousands of pulls. Subjected to double action fire, the contact surfaces of same trigger & hammer rapidly deteriorate. Nickel plating does not save the part long term. Situation same for M15 .357 Mag frame guns.
If it matters, the question to ask is: a) does the CZ run original parts, and b) if hammer & trigger are new manufacture, how are they made?
Silhouette shooters and hunters aren’t bothered by the failure of DWA hammers & triggers in double action. And, even if the hammer & trigger were made to match DA durability of S&W and Ruger, the cylinder lacks the spin quality of a Ruger or S&W. Oh, the DWA can be made pretty smooth in DA, but practical application requires serious attention to two major areas of the M44 & M40: 1) ENDSHAKE, DRAG, BARREL/CYLINDER GAP, and 2) BOLT engagement. (Hole the bolt is plenty big, it is offset from the chamber axis----which offset is amplified by an ANGLED ENGAGEMENT. Care must be taken to to prevent THROWBY.)
David Bradshaw
|
|
JDG
.240 Incinerator
Posts: 70
|
Post by JDG on Nov 9, 2018 10:38:05 GMT -5
Hmm that is a little disappointing. Just considering the sintered parts I wonder why DW never changed the hammers and triggers. According to an American Handgunner article by Ayoob in 1975 DW changed the sintered hammer strut, crane and latch, and the locking bolt to 8620 Bar Stock. Strangely the hammer and trigger were not changed.
Do you recall what year the M44 was released?
|
|
|
|
Post by bradshaw on Nov 9, 2018 22:50:01 GMT -5
Hmm that is a little disappointing. Just considering the sintered parts I wonder why DW never changed the hammers and triggers. According to an American Handgunner article by Ayoob in 1975 DW changed the sintered hammer strut, crane and latch, and the locking bolt to 8620 Bar Stock. Strangely the hammer and trigger were not changed. Do you recall what year the M44 was released? ***** JDG...... DWA Model 44 was released some where 1981 or ’82. Thinking 1981, but that may be early. Shots at top were taken at an IHMSA match in Goliad, Texas in the spring of ’81 or ’82. Considering his financial constraints, Dan Wesson and Dan Wesson Arms contributed mightily to the history of revolver accuracy. Generally spectacular barrels, chambering, forcing cone, chamber-to-bore alignment, low recoil profile, fast lock time. Memory paints a picture of the M44/M40 bolt as machined from investment cast. Crane (a.k.a. yoke) may be investment cast; just about zero chance it was powdered metal. Cylinder latch may be cast or bar stock, is not powdered metal. David Bradshaw |
|






















