Benchrest Legends – Ralph Stolle
______________________________________________
Throughout this thread I’ve name dropped guys that made benchrest what it is today. Their contributions span decades and vary in nature. Some improved the components, others refined shooting techniques, and a smaller subset formed the competitive bodies that govern the sport. Certain contributions can’t be recalled in passing though, their recognition should be standalone. So with that in mind I’ll start with Ralph Stolle.
Stolle, ~1981:
Ralph Stolle was born in Elizabeth, West Virginia in 1922 and worked as a printer around Washington DC. It put him in close proximity to the origins of organized benchrest and the matches that followed. A natural perfectionist, attention to detail consumed him. No surprise he quickly fell into benchrest and its compulsive demands. Those early years, the 1940’s and 50’s to be exact, entailed a lot of trial and error. Bullet forming, case design, barrel making, and stock bedding were among the challenges they faced. Receivers evolved as did the link between high precision and rigidity. Common ways to stiffen them included shortening commercial makes, welding recesses, and sleeving. In many respects it mirrored what was happening in the hot rod scene. Liquor runners and draggers found assembly line cars lacking. A decent base maybe, but their performance objectives weren’t being met by mainstream production. Heavier suspensions and hopped-up motors soon flourished and so did speed. Benchrest actions have a similar lineage.
Mike Walker of Remington fame put precision shooting on the fast track in 1950. The arrival of the .222 and Model 722 in ‘48 gave the sport a big lift. That potent duo shrunk groups but competitors wanted more of an edge. Other things like cartridge profile, barrel making, and bullets also advanced during this era. The focus soon shifted to improving actions and those that dabbled in this area are a proverbial who’s who. Ed Shilen and Clyde Hart immediately come to mind. But Ralph Stolle probably moved the needle more than anyone when it came to their design. Early on he tried a lot of combinations, mostly aluminum collared Remingtons. They worked but never satisfied his incessant drive to do better. No longer would he mend someone else’s product. He decided to start from scratch.
Mike Walker at the bench (~1952):
Stolle knew the success of any benchrest action was its ability to stabilize heavy target barrels. The consummate student of physics, he paid close attention to harmonics and more importantly deflection. Around that time (mid-1960’s) some marksmen applied calculus to actions and derived their rigidity. Understand these were all ground zero efforts. No shooting click had ever tried to squeeze this much precision from a long-gun. Every variable was under a magnifying glass, every angle was vetted.
A vintage benchrest rig, complete with Unertl glass:

In the late 1950’s another DC resident named Homer Culver began work on a benchrest receiver. Eventually they became close friends and were deeply connected to competitive benchrest. I’ll cover Culver later, for now just note the two influenced one another. The Culver action came first and featured an integral Unertl dovetail. Homer built a dozen or so but they were never marketed. Stolle on the other hand sought to meet a growing demand for competition receivers. Together they figured out some of the core processes involved in machining an action. Broaching, tooling, heat treatment, and cam inleting were among those tackled.
An example of a sleeved Remington Model 600:

The original Stolle action dates to 1967. Coined the Grizzly, it was a large all steel tubular design for the heavy-gun class. Length capped out at 15” and it weighed 6.5 pounds. The barrel was shrouded well past the tenon and its strongback trigger guard mated to four pillars. It was massively rigid and shot well but couldn’t make limit in the growing Varmint classes.
American Rifleman Cover, 1976
Top – Stolle Polar, Lower – Aluminum Panda

Like any new venture Stolle climbed the learning curve. His first actions were machined from annealed round stock and then hardened. Warpage and shrinking caused tolerances to shift after quenching. Ralph scraped them and switched to pre-hardened alloys, normally Rockwell 32 – 34 C 4140 stock. It was hell on tooling and increased production time but the dimensions held. The raceways alone required an hour per side to slot with a single-edge form cutter (he milled 0.001” per pass). End-to-end it took 25 hours to make a Grizzly and that didn’t include bolt fitting. Quite an investment but the returns were significant. The Grizzly’s vast forward breech provided off-the-barrel mounting points for long target scopes. It also added valuable area for bedding, thus shifting the balance to the gun’s centerline. Bolts were quite conventional, either a 722-length Remington or a custom version by Will Gardner of Burtonsville, MD. Gardner’s was “Rem-esque” but did use longer handles and more positive post-64 Winchester type extractors.
Stolle at the range, late 1960’s:

In 1971 Stolle introduced the Panda for the Varmint classes. Initially these were cylindrical but by ’74 he switched to a flat-bottomed pattern. Lightweight, rigid, and easy to bed, the Panda has become a cornerstone action within the sport. Made from 7075 T6 aluminum, Stolle was able to upsize the dimensions without compromising strength (aluminum is 1/3 the density of steel; 0.10 versus 0.28 pounds per cubic inch). Two chrome moly inserts are threaded and epoxied into the receiver. The rear segment forms the cocking cam, the front houses the locking seats and threaded ring.
Stolle Pandas:


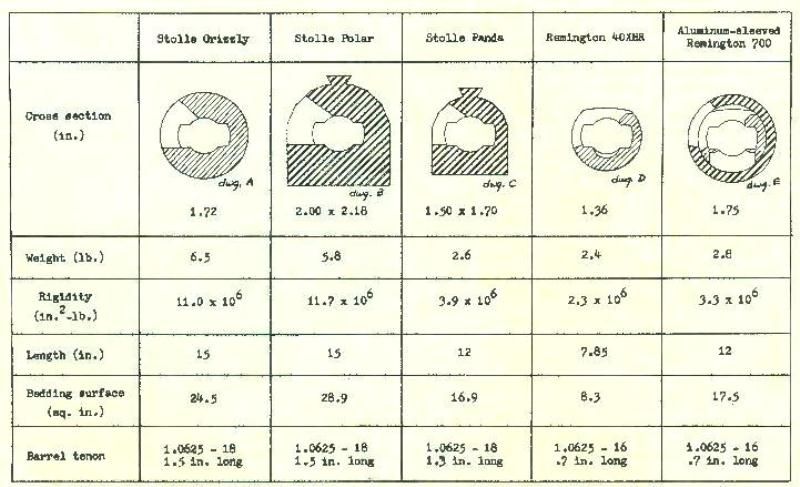
1974 also brought forth the Polar. This big action was just an aluminum hulled, steel inserted Grizzly. At 5 pounds it could be HV eligible yet retained the dimensional benefits of its bear brethren. This chart illustrates the rigidity and bedding advantages of these models:
In late 1976 American Rifleman featured the Stolle and their review was favorable. At that point Ralph had produced around 100 receivers and hoped to expand production. In 1978 he retired from the print industry and moved from Seabrook, MD to his hometown of Elizabeth, WV. Availability didn’t increase much after the move but Stolle’s reputation did. His actions were well regarded and strong performers on the line. Then things took a turn for the worse.
Ralph Stolle in his Maryland based shop (1976):
In 1979 Ralph and his wife Louise traveled to George Kelbly’s range for an unlimited and heavy varmint event. While on-site in North Lawrence, OH he suffered a bad heart attack. Ralph was stubborn and asked not to be taken to the ER. He eventually caved and when admitted underwent heart bypass surgery. The Stolles stayed at Kelbly’s until he felt strong enough to return to West Virginia. He did but soon worried about access to his remote home. Let’s just say it wasn’t ambulance friendly. Enter George Kelbly. Stolle met Kelbly at the DuBois, PA Nationals in 1957. The two became long-time friends and even did some actions together. George, a construction contractor by day, built the Stolles a home on adjoining land. By 1981 Ralph was back in the shop and George went full-time into his rifle business (like Culver, I’ll feature Kelbly later in this thread). Unfortunately the union was short-lived. In 1982 Ralph suffered a fatal heart attack.
The Stolle action lives on thanks to George Kelbly and team. The Polar is gone, but the Panda and Grizzly II can be had in a variety of configurations. And in honor of his friend, “Stolle” is engraved on every Panda they sell.

After Ralph passed George gave half of the profits to his widow until her death. Benchrest has always been a gentleman sport; this gesture more than reinforces that notion.
-Lee
www.singleactions.com"Building carpal tunnel one round at a time"





































































